Substitution von metallischen Schubfeldern im Fahrzeugbau durch fügetechnische Integration von FKV-Schalen (CMT-PIN)
Forschungsvereinigung:
Forschungsvereinigung Schweißen und verwandte Verfahren e.V. des DVS
Projektträger: AiF Projekt GmbH, Förderprogramm IGF des BMWi
Laufzeit: 01.12.2019 - 30.11.2021


Forschungsziel
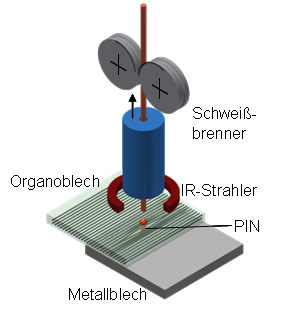
Entwicklung eines neuartigen Fügeverfahrens für Mischverbindungen, um Schubfelder aus FKV in metallische Strukturen zu integrieren. Als primäres Ziel sollen die Fügeverbindungen kraftflussgerechte und hochfeste Verbindungseigenschaften aufweisen, indem die Fasern im FKV zerstörungsfrei erhalten bleiben.
Motivation und Ziel
In den letzten Jahren hat sich im Fahrzeugbau ein integrierter Gesamtansatz von Werkstoff-, Fertigungs- und Formleichtbau etabliert. Steigende Anforderungen an Komfort und Fahrsicherheit sowie alternative Antriebskonzepte haben dennoch zum Anstieg des durchschnittlichen Gesamtgewichts von Fahrzeugen geführt. Leichtbaulösungen für die Fahrzeugkarosserie, die ca. 40 % am Gesamtgewicht eines durchschnittlichen PKW einnehmen, haben für die gewünschte Gewichtsreduzierung einen besonders hohen Stellenwert. Durch den strukturellen Einsatz von Faser-Kunststoff-Verbunden (FKV) lassen sich in Kombination mit hochfesten Stahllegierungen hochwertige gewichtsoptimierte Karosserien in Mischbauweise umsetzen. Weiterhin sind Schubfelder als Konstruktionsprinzip des Leichtbaues anerkannt, wobei umlaufende Rahmenprofile meist durch Blechfelder ausgefacht werden. Mit hochbelastbaren Fügeverbindungen für FKV/Metall-Mischverbindungen lässt sich das Schubfeldkonzept bei gleichzeitig deutlicher Gewichtsreduzierung ideal umsetzen, wenn die Kräfte von der metallischen Struktur in die FKV-Schale werkstoffgerecht geleitet werden können.
Zahlreiche Konstruktionen werden in Mischbauweisen mit thermoplastischen Faserverbundkunststoffen ausgeführt, bei denen metallische Komponenten durch faserverstärkte Thermoplaste substituiert wurden. Beispielhaft können hier vorwiegend kmU-gefertigte Frontends, Sitzschalen oder Türaufprallträger aus FKV genannt werden.
Die vermehrte Anwendung der stark anisotropen Faserverbundwerkstoffe und deren spezifische Anforderungen an die Krafteinleitung richtet den Fokus derzeit vermehrt auf die Fügetechnik, die als wichtiger Bestandteil ganzheitlicher FKV/Metall-Mischbauweisen in der Vergangenheit zu wenig Beachtung geschenkt wurde [1]. Die mechanische Fügetechnik führt nach aktuellem Stand der Technik zu Strukturschädigungen im FKV, etwa durch spanend eingebrachte Bohrungen für Blindnieten, Schrauben, Schließringbolzen oder durch das Setzen von Stanznieten. Infolge des unterbrochenen Kraftflusses (durchtrennte Fasern) werden an der Verbindungsstelle versagenskritische Kerbspannungsüberhöhungen induziert. Neben weiteren Nachteilen müssen bei Verwendung der derzeit bekannten Fügeverfahren die FKV-Bauteile infolge der spanenden Fertigung von Bohrungen generell dicker und mit stark überdimensionierten Anschlussflanschen, als theoretisch notwendig ausgeführt werden. Dieser Umstand erfordert die Bereitstellung von neuen zuverlässigen effizienten Lösungen im Bereich der Fügetechnik. Eine optimale Verbindung sollte neben der einfachen Umsetzung, den Kraftfluss im FKV-Bauteil nicht unterbrechen und den Masse- und Bauraumzuwachs auf ein Minimum begrenzen. Die Entwicklung einer effizienten, werkstoffgerechten, robusten und automatisierbaren Verbindungstechnik für Mischbauweisen mit Metallen und thermoplastischen FKV, steht daher aktuell im Fokus von vielen O-EM's, Zulieferern und Serviceunternehmen und ist daher das Ziel des Vorhabens.
Es sollen folgende offene Fragestellungen mit dem Vorhaben beantwortet werden:
- Wie sind die geeigneten Prozessparameterfenster für unterschiedliche Organoblechdicken?
- Wie wirkt sie die Erwärmung auf den FKV aus? Wie sind die Temperatur-Zeit-Regime für eine optimale Durchwärmung bei minimaler Beeinträchtigung des FKV zu gestalten? Welche Zersetzungsprodukte können ggf. in welchen Mengen entstehen?
- Wie müssen die Fügezonen konstruktiv gestaltet werden (Pinabstand, Randabstand, Anzahl der Pins, ein- und mehrreihige Gestaltung, Pinkopfdurchmesser), um eine optimale Ausnutzung der Blechfestigkeit zu erzielen?
- Welche Festigkeiten können in Kombination mit dem Kleben erzielt werden? Wie stark wird der Klebstoff beim Erwärm- und Schweißprozess beeinträchtigt?
- Wie ist die Korrosionsbeständigkeit der CMT-PIN Verbindungen?
Nutzen für KMU
Eine direkte kmU-gerechte Umsetzung des Fügens von FKV mit Metallen wird durch Nutzung konventioneller und kostengünstiger Metall-Schutzgas-Schweißtechnologie ermöglicht, welche den Verarbeitern von traditionellen metallischen Bauweisen gut vertraut sind. Für die Anwender ergibt sich ein direkt verwertbarer wirtschaftlicher Nutzen durch die Umsetzung der neuen Fügetechnologie:
- Schaffung eines globalen Alleinstellungsmerkmals auf dem Gebiet der Schlüsseltechnologie Leichtbau
- Niedrige Investitionskosten für die Umrüstung von bestehenden Anlagen
- Geringe Wartungs- und Instandhaltungskosten
- Niedrige Energie- und Montagekosten
- Hohe Material- bzw. Rohstoffeffizienz und daraus resultierend die Einsparung von Masse
- Geringe Risiken durch Einsatz bewährter Standardprozesse
- Sicherung/Schaffung von Arbeitsplätzen
- Aufbau von neuen strategischen Geschäftsfeldern
- Erschließung neuer Absatzmärkte
Ergebnisse
Der aktuelle Bearbeitungsstand kann unter folgendem Link abgerufen werden:

Danksagung
Das Forschungsvorhaben mit der IGF-Nr. 20649 BR der AiF-Forschungsvereinigung “DVS - Deutscher Verband für Schweißen und verwandte Verfahren e. V.” wird im Rahmen des Programms zur Förderung der industriellen Gemeinschaftsforschung und -entwicklung (IGF) vom BMWi aufgrund eines Beschlusses des Deutschen Bundestages gefördert.