Fügen von Leichtbauwerkstoffen
Anwendungsbereiche

- Schweißen von Dünnblechen bis 0,3 mm
- Fügen von artfremden Verbindungen, z. B. Stahl-Al
- Verzugsarmes Schweißen durch minimale Wärmeeinbringung
- Auftragsschweißen mit geringer Vermischung zwischen Zusatz- und Grundwerkstoff
- Fülldrahtschweißen
- Optimierung der Nahtgüte durch gezieltes Legieren
- Ermittlung von optimaler Prozessgestaltung und -führung beim Fügen
- Datenanalyse und Prozessregelung
- Fügen von Keramik
Verfahren

- E-Hand-Schweißen
- MIG/MAG-Standard/Impuls-Schweißen*
- WIG-Standard/Impuls Schweißen*
- Plasmastrahlschweißen mit nichtübertragendem Lichtbogen
- MIG–Löten*
- Cold-Metal-Transfer® (CMT)-Schweißen*
- ColdArc®-Schweißen*
- Unterpulverschweißen
- Plasmaauftragsschweißen
- Impulsrührreibschweißen
- Widerstandspunktschweißen
- mechanisches Fügen
- konventionelles Laserstrahlschweißen (mit und ohne Zusatzwerkstoff)
- Remote-Laserstrahlschweißen
- Laser-Hybridverfahren
- Laserstrahlschneiden
- Plasmaschneiden
* Diese Verfahren führen wir auch vollautomatisiert durch.
Nähere Informationen zu ausgewählten Verfahren
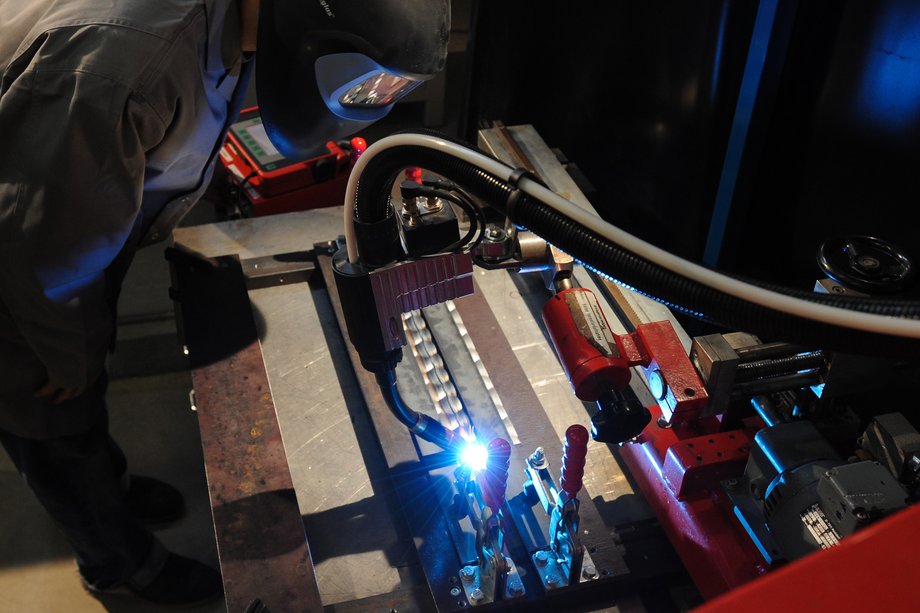
Cold Metal Transfer® (CMT)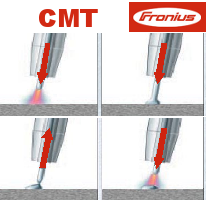
Cold Metal Transfer® Verfahren
Anwendungsbereiche
- Spritzfreies Schweißen und Löten
- Dünnblechanwendungen
- Dick-Dünnblech Verbindungen
- Lichtbogenfügen von artfremden Materialien:
Stahl – Stahl
Al – Al
Mg – Mg
Stahl – Al
Al – Mg
Stahl – Mg (wird untersucht)
Verfahren
- Lichtbogenschweißverfahren mit neuer Methode zur Tropfenablösung
- Vor- und Zurückbewegung (70 mal pro Sekunde) des Drahtes
- Tropfenübergang mit geringerem Wärmeeintrag, verglichen mit konventionellen Lichtbogenprozessen
Vorteile
- Verzugsarm
- Hohe Spaltüberbrückbarkeit
- Hohe Wirtschaftlichkeit durch hohe Schweißgeschwindigkeiten
- Gute Automatisierbarkeit und alle bekannten MSG-Vorteil
ColdArc-Schweißen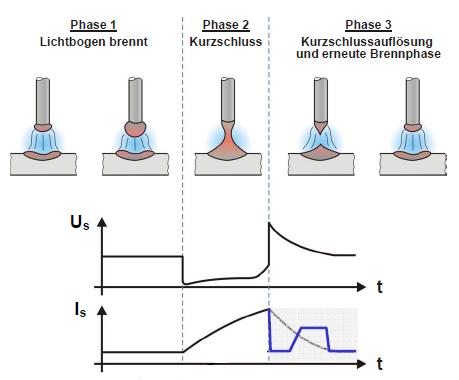
Prinzip des EWM ColdArc-Schweißens®
Anwendungsbereiche
- Spritzfreies Schweißen
- Dünnblechanwendungen
- Reduziertes Energieeintrag
- Mischverbindungen
- Werkstoffe:
Stahl – Stahl
Al – Al
Mg – Mg
Al - Stahl verzinkt
Al – Mg
Mg – Stahl verzinkt
Verfahren
- Lichtbogenschweißverfahren mit neuer Methode zur Tropfenablösung
- Tropfenübergang mit geringerem Wärmeeintrag, verglichen mit konventionellen Lichtbogenprozessen
Vorteile
- Geringster Materialverzug
- Nahtgeometrie individuell beeinflussbar
- Hervorragende Spaltüberbrückbarkeit
- Hohe Wirtschaftlichkeit durch hohe Schweißgeschwindigkeiten
- Unempfindlichkeit gegen Umwelteinflusse
- Gute Automatisierbarkeit und alle bekannten MSG-Vorteile
Unterpulverschweißen
Unterpulverschweißanlage
Anwendungsbereiche
- Stahl-, Behälterbau, Schiffbau
- Einlagenschweißungen bis 25 mm Wanddicke
- Werkstoffe:
- un-, niedrig-, hochlegierte Stähle
- Nickelbasislegierungen
Verfahren
- Hohe Abschmelzleistung - bis 15 kg/h
- Variationsbreite der Schweißparameter
- Strom: 300-1200 A
- Spanung: 25-40 V
Vorteile
- Hoher thermischer Wirkungsgrad - bis 70%
- Gezielte Beeinflussbarkeit der Nahtausbildung
- Hohe Spaltüberbrückbarkeit, Mehrlagenschweißungen
- Hohe Wirtschaftlichkeit durch hohe Schweißgeschwindigkeiten
- Unempfindlichkeit gegen Umwelteinflusse
- Gute Automatisierbarkeit
Widerstandspunktschweißen
Anwendungsbereiche
- Automobil- und Schienenfahrzeugbau, Behälterbau, Geräte- und Schrankbau, Elektroindustrie
- Werkstoffe:
- un-, niedrig-, hochlegierte Stähle, beschichtete Stahlbleche
- Aluminiumlegierungen u.a.
Vorteile
- gute Automatisierbarkeit
- kurze Prozesszeiten unter 1 s
- Verbindungen unterschiedlicher Blechdicken und Werkstoffkombinationen
- Mehrblechschweißungen
- geringe bzw. keine Nacharbeit
- hohe Wirtschaftlichkeit durch verfahrenstypisch kurze Prozesszeit
Ausstattung
- Widerstandspunktschweißzange mit Mittelfrequenztechnik Fa. Düring Typ X 100 ALU
- stationäre Widerstandspunktschweißmaschine in Konsolenbauweise mit Wechselstromtechnik Fa. EST Typ TPSBM 2132
- SPATZ Multi04 Schweißdatenrekorder mit Meßkanälen für Strom, Spannung, Kraft (Strommeßbereich 3 Stufen: 2 kA, 20 kA und 200 kA) und integrierter Qualitätsdokumentation
- Elektrodenfräser
Werkstoffe
- Feinkornbaustähle
- hochlegierte Stähle
- Stahlguss und Gusseisen
- Aluminium
- Aluminium-Druckguss
- Magnesium
- Titan
- Nickelbasislegierungen
- Kupfer
- technische Keramik
- artfremde Verbindungen
Offline Programmiersystem SKM DCAM für Laserstrahlbearbeitung und Robotik
- 2D/3D-CAD-Funktion
- Werkzeugsimulation
- Anlagensimulation bis zu 6 Achsen - Modulpaket Schneiden 5 Achsen
- CAM-Module Laser-Pulver-und Laser-Draht-Auftragsschweißen
- Unterstützung für Trumpf-Offline-Programmierung
- Unterstützung für Kuka-Offline-Programmierung
- Unterstützung für Reis-Offline- Programmierung